Process Optimization
How to Deburr with MicroBlasting
Popular categories


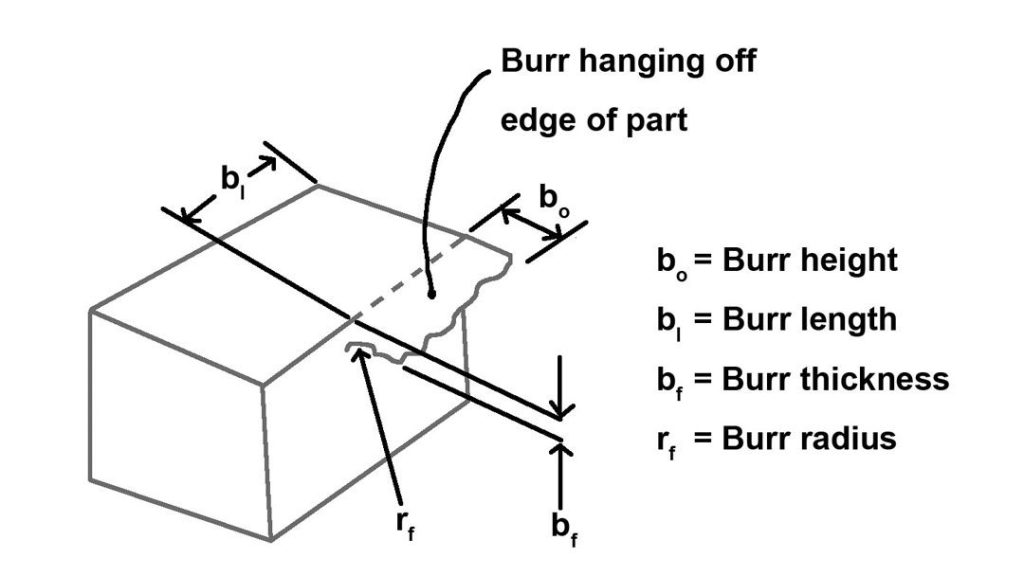
Burr Types
Cutting tools and grinding wheels tend to leave burrs on machined components. There are two types of burrs that appear during machining: rollover (or feather) and Poisson.
MicroBlasting is far more effective at removing a rollover burr. Abrasive can strike the brittle root and chips off the rollover burr quickly without damage to the base material. A Poisson burr tends to be more ductile and tends to take the base material with it during erosion.
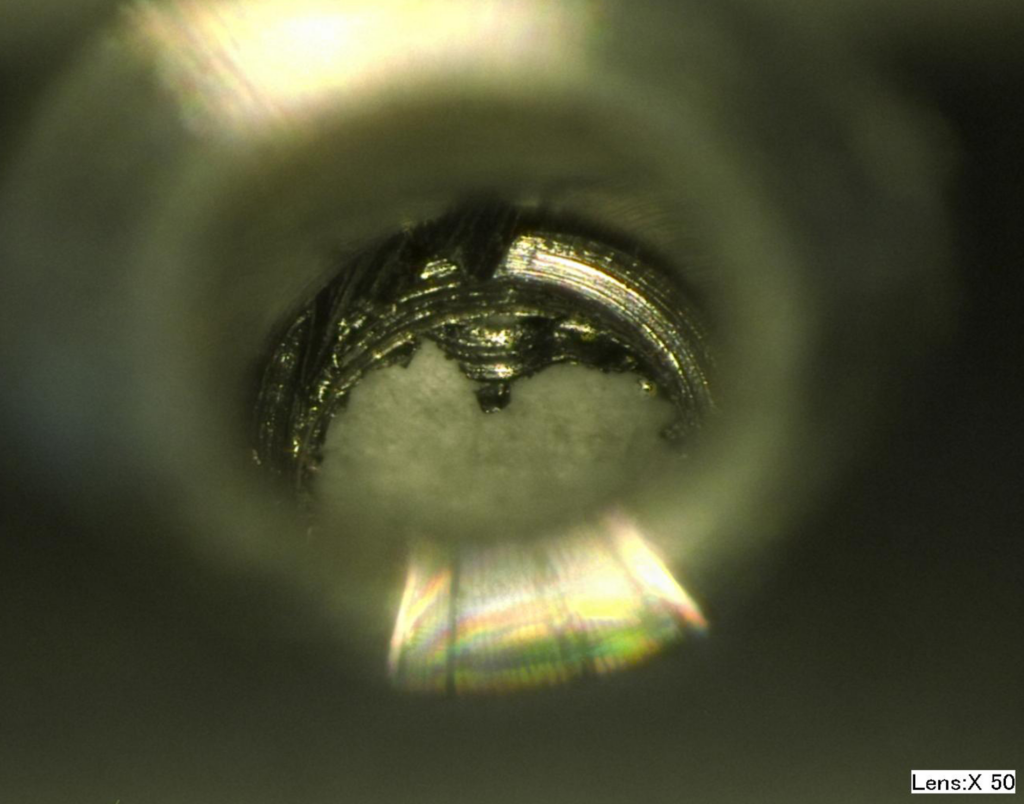
Poisson Burr
This burr forms by smooshing an edge, usually the result of a blunt force contact. For example, hit the edge of a piece of metal with a hammer. The thick lip or burr that appears on the part edge is a Poisson burr. The image below shows a typical Poisson burr.
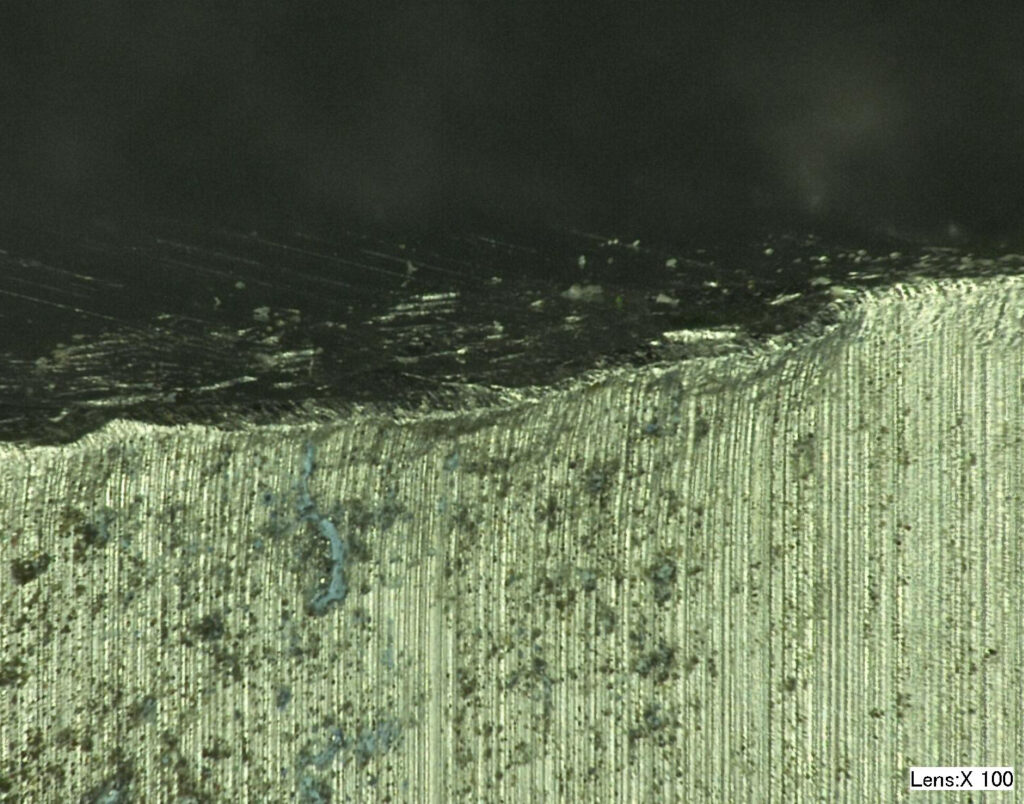
Rollover Burr
A rollover burr forms when an edge is smeared. Rollover burrs erupt when metal fails to fully shear away from the part during machining. A feather burr is just a small, dangly rollover burr. A feather burr appears at the center of the part in the image below.
Part Material
A part’s material determines the proper attack on the burr. Hard components made from stainless, titanium or tool steel require a different approach than much softer polymers like PEEK and nylon. Every abrasive available to MicroBlasting has unique characteristics; therefore, successful deburring relies on the abrasive selection.
Depending on the size of the burr, aluminum oxide is usually the best abrasive for deburring hard metals. Aluminum oxide tends to deburr much faster with less risk of corner damage, and it leaves a matte finish. Glass bead and sodium bicarbonate are also acceptable abrasive options in some cases.
Sodium bicarbonate gently cuts through the root of burrs found on this ductile material. Sodium bicarbonate particles have a monoclinic shape, which helps it cut through burrs, but it is too soft to cut beyond the burr and damage the part surface.
Ground edges sometimes feature brittle regions, and corners present challenges to any machinist. If a cutting instrument has a ground edge, brittle region removal significantly extends the useful life of the tool. Deburring, honing or cutting an edge without dulling it is a challenge. Sodium bicarbonate is usually the best choice for this application. It is hard enough to knock off the brittle layer but lacks the energy needed to cut into the ductile base material.
MicroBlasting is generally used to target a brittle burr on a more ductile part. The difference in material properties provides a buffer to avoid overblasting and damage to the part.
Single Operator
Deburring is usually performed by a single operator which opens the door to part-to-part variation. Thanks to its inherent precision, MicroBlasting is less dependent on operator skill than other deburring methods.
