Process Optimization
Need to Improve Bond Strength?
Popular categories



Ask for more than Ra
Are you solely specifying Ra to determine bond strength? Do you see variation in pull or peel tests?We find that specifying Ra alone rarely provides a comprehensive understanding of a surface’s bonding potential. To improve bond strength, incorporate developed surface ratio (Sdr) and full coverage into your specification. Here’s why…
A Cautionary Tale
The chart at the top of this page profiles three surfaces textured with MicroBlasting:
- The 1st (blue)- profiles the desired surface finish. It received full coverage and met the target Ra value.
- The 2nd (red)- profiles the same surface as the 1st, but blasted with a larger abrasive at incomplete coverage. A different resulting texture, but it maintains the target Ra value.
- The 3rd (green)- is the 2nd surface blasted with the same parameters as the 2nd surface but blasted longer to achieve complete coverage. Its Ra value is higher than the specification requires.
In this example, the blue line represents the desired surface finish. The customer sent a spec to its vendor detailing a 1.0 µm Ra finish, believing it would yield the desired texture to optimize bond strength. However, the vendor used a large abrasive at a high blast pressure to achieve the specified Ra. As you can see, the second surface (red) has long plateaus and fewer pits than the desired surface finish. The second surface has a lower developed surface ratio (Sdr). The second finish still met the customer specification, but likely failed the pull or peel test.
The third surface finish (green) shows what happens to the texture and Ra when full coverage is reached. This vendor will probably have a hard time hitting the Ra value consistently because, at less than full coverage, Ra is unstable. Even a slightly longer blast caused the Ra value to rise.
The quality and consistency of this surface finish rely on more than just Ra. Specifying Sdr and requesting full coverage, too, yields maximize bond strength.
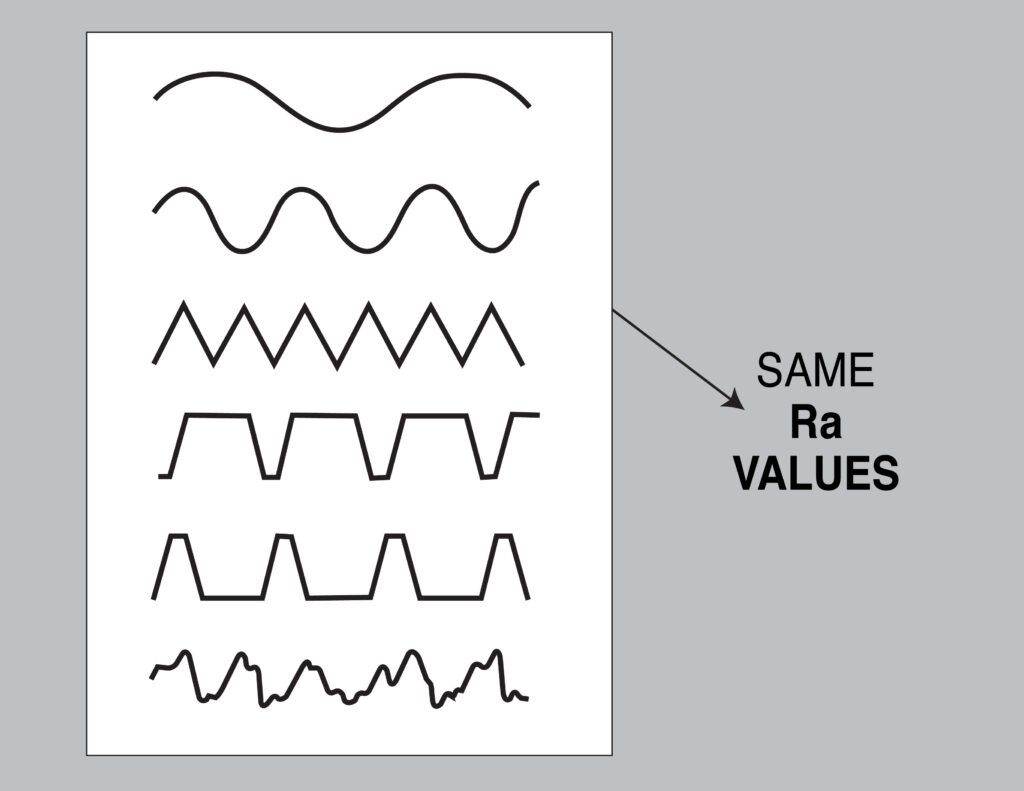
Ra Misses Key Surface Characteristics
Ra (2 dimensions) and Sa (3 dimensions) measure the average height of the peaks and depths of the valleys from the mean line. Ra and Sa are important for understanding a surface but do not take into account the slope, shape or frequency of peaks and valleys in a textured surface. These three characteristics—slope, shape, and frequency—ultimately determine bond potential. Because Ra and Sa just account for average height, two parts can have the same Ra or Sa value but different pull test results.
What is Sdr and Why is it so Important?
The developed surface ratio (Sdr) is the measurement of the additional surface area created through modification. We find that a measurement of the developed surface predicts bond strength better than other measurements in many applications, but particularly applications that require adhesive or epoxy. More developed surface means more opportunities for grip, so the higher the Sdr, the stronger the bond.
Measuring Sdr
An easy way to think about measuring Sdr is to think of a Ra curve, or a developed surface layer, like a string. Pull the end of a curved string to straighten it, and the string grows longer. Similarly, a micro-abrasive blast stream increases surface length as it modifies or textures a surface. Sdr is the percentage of this increased surface length. Example: if Sdr is 71%, that means the surface area increased by 71%.
Example: Same Sa but Different Bond Strength
Take a look at the magnified surfaces below. The substrate pictured in both images is a titanium coupon blasted with 50 µm aluminum oxide. The surface on the left was blasted at 225 m/s velocity with a 25 g/in² coverage. The surface on the right was blasted at 200 m/s velocity and 5 g/in² coverage.
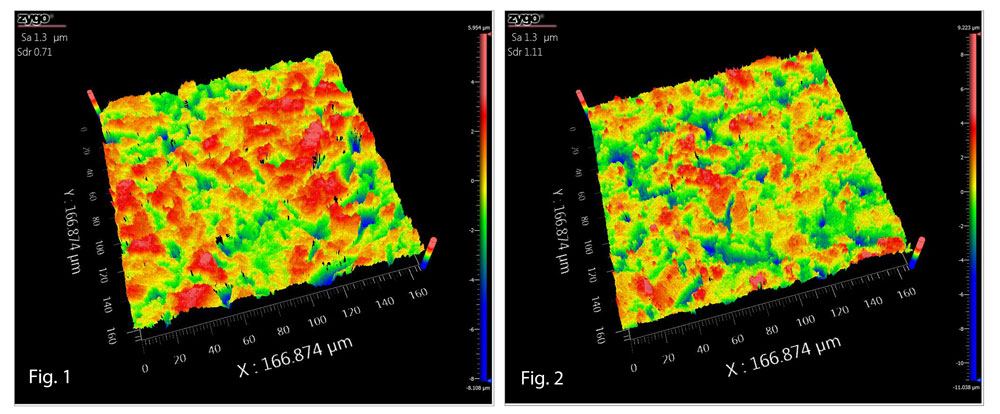
Both surfaces have the same Sa value of 1.3 µm, but the surface on the left has a 71% Sdr while the surface on the right has a 111% Sdr. Once again, the Sa is the same, but the surface textures vary enough to impact pull and peel tests.
Go for Balance
Each color on the surfaces above represents a surface height. The surface on the left features a large percentage of peaks, shown in red, compared to valleys in blue. Notice the surface on the right has an equal distribution of peaks (red) and valleys (blue). Most bonding applications require more developed surface and full coverage or a balanced percentage of peaks and valleys, which means a balanced distribution of color. This balance translates to more predictable bond strength results.
Ask for Full (100%) Coverage
Coverage is the amount of surface modified. The goal in most bonding applications is to fully alter a surface or reach full (100%) coverage. Why? Sdr, Ra, and Sa are hard to control part-to-part at anything less than full coverage. If Sdr and Ra vary, bond strength is unpredictable.
Untouched regions on a surface tend to cause Ra/ Sa values to drop or remain low. As coverage increases; so, too, does Ra/ Sa. Sdr, Ra, and Sa tend to stabilize at full coverage. This all depends on the surface material, of course, but exceptions are rare.
Note: Bigger particles aren’t the answer
Often the inclination in bonding applications is to use an abrasive with large particles to quickly reach full coverage. The tactic is to detonate the surface in a few blasts. However, if blasted particles are too large, they leave big pits at a low frequency. The valleys provide the bond strength. Plateaus of untouched surface generally do not provide a suitable surface for bonding.
To meet the function of your spec, test with the smallest abrasive that meets the Ra target over a short blast time and work up.
Example: High Sa but Low Coverage
Remember the titanium coupons with the same Sa but different Sdr? Here they are again below compared to a stainless steel sample. Both the titanium samples and the stainless sample have the same Sa value of 1.3 µm, but the Sdr on the stainless sample is just 37%—noticably lower than titanium surfaces.
The Sdr on the stainless sample is low because its coverage is low. Notice the large sections of yellowish-orange surface? Those areas on the sample are relatively untouched by abrasive. Again, Sa value does not account for slope, shape, and frequency of peaks and valleys. This is why establishing Sdr and asking for full coverage are so crucial to bond strength and bond consistency part to part.

How Do You Measure Full Coverage?
We typically recommend a calculated coverage of 150-200%. Ra and Sdr stabilize just above 100%, which means a surface finish does not change significantly with some overblasting. A goal of 150-200% provides insurance that full coverage has been reached. Obviously, excessive blasting can cause dimensional changes to a part. Fortunately, MicroBlasting is highly controllable.
The best way to determine coverage is with magnification. 10-20x magnification should clearly reveal areas of the surface that require coverage.
Coverage can be determined informally by simply holding a surface under a fluorescent light. A textured surface diffuses the reflected light in all directions. A smooth or unmodified surface clearly reflects the line of light from the fluorescent bulb.

In Summary: Go High with Epoxied Surfaces
In bonding applications that require adhesives, go for a high developed surface ratio and ask for full coverage. Test with a smaller abrasive and work up. Small abrasive particles leave shallower peaks and valleys in greater frequency than large abrasives. The goal of these applications is to create as many opportunities for grip as possible and a balanced percentage of peaks and valleys to optimize for bond strength.
Creating a Mechanical Bond?
When bonding two dry surfaces without epoxy, Ra is the more important measurement. The goal in these applications is to create interlocking “teeth” to forge a tighter grip. The higher the Ra, or the bigger the teeth, the better the interlocking capabilities. Sdr can provide a measurement for how many interlocking teeth are on a surface, but tooth size is more important than quantity. The mating of a spinal screw and swivel is a great example of this kind of bond. Large teeth on both surfaces help lock the screw into place.
