Case Studies
Stent Surface Engineering
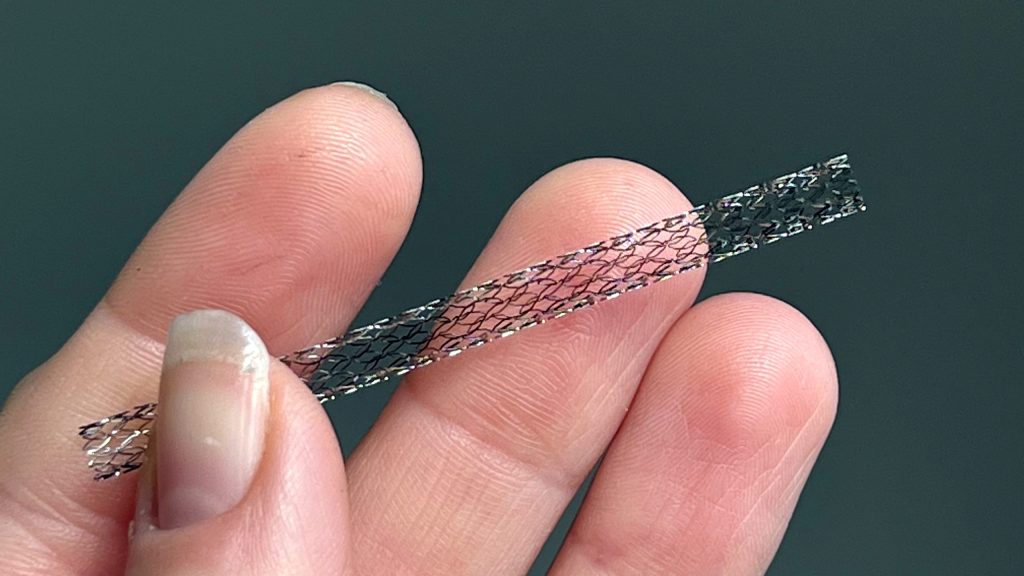
Laser machining or stamping of nickel-titanium alloys (Nitinol) create surface defects, like oxide layers, heat-affected zones (HAZ), and pulse marks. If left untreated these imperfections will adversely affect the performance as well as the life span of the device. MicroBlasting is an effective means of eliminating these possible source of problems.

Preventing Corrosion Defects
The environment where medical implant devices are placed makes them highly susceptible to corrosion. Three critical issues include: discoloration and oxide layers, laser pulse marks and laser slag.
To reduce the vulnerability of the devices to corrosive elements, it is important for their surface areas to have a smooth finish. Blasting the devices with micro-abrasives removes the oxide layers and discoloration, smooths pulse marks and removes remelt restoring the device to uniformity thus ensuring the effectiveness of the electro-polishing process.
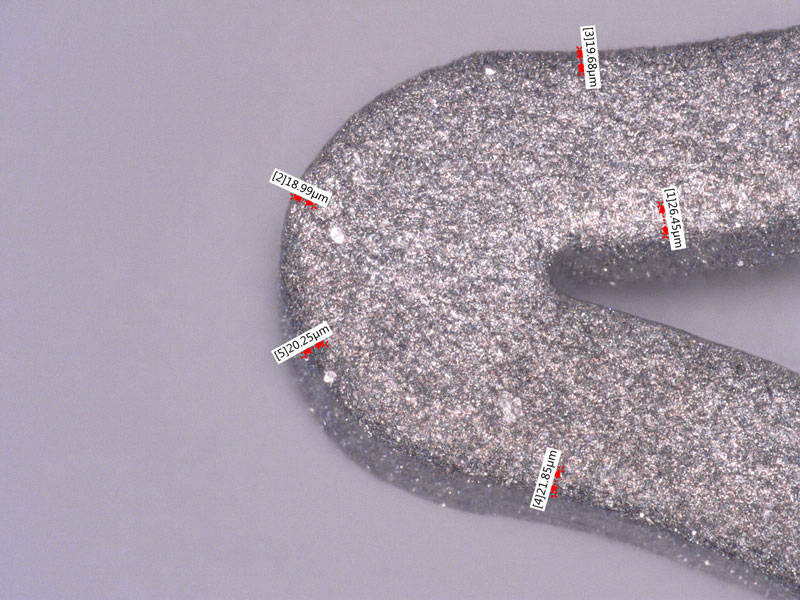
Protecting the Body: Edge Rounding
Nitinol has become a key component of structural devices within the vascular system. Whether it is a valve, graft, plug, or sleeve; the metal structure creates an optimal frame to attach other components. As a structural foundation sharp edges can be problematic. Automated MicroBlasting selectively rounds key regions of a device, avoiding excess thinning of the strut wall.

Decreasing Stress-Failure caused by micro-cracking
Both stamping and laser machining leave small cavities or micro-cracks on the base material. The cracks will corrode with time, becoming larger and eventually weaken the structural integrity of the implant device. The impact nature of the MicroBlasting process specifically targets weak, brittle regions of the Nitinol device. The abrasive removes the brittle oxide layer and smears the more ductile base layers. This works to create a more uniform surface ideally suited to resist the harmful effects of cyclic fatigue.
Recommended Approach
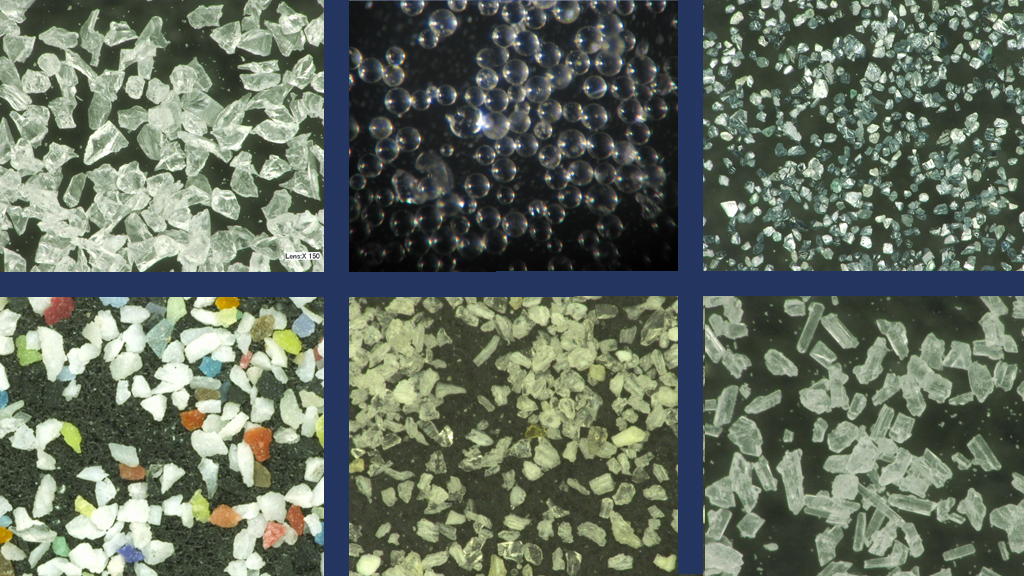
Why use Aluminum oxide?
Nitinol requires a fine ceramic media like 17.5 µ aluminum oxide. Aluminum oxide registers as a 9 on the Mohs scale of hardness which means that it effectively transfers energy to a brittle oxide layer and shatters it away quickly. Fortunately, aluminum oxide particles are too blocky in shape to cut past the oxide layer into the ductile base material.
Manual or Automatic?
Though many applications begin with manual system, due to volume and precision requirements, this application requires automation. An automated MicroBlasting system can follow the profile of a stent ensuring uniform mass removal.

Applications Lab
You don’t need your own research team to figure out if MicroBlasting will work for your application. Our research scientist and applications labs engineers are here to help.
