Process Optimization
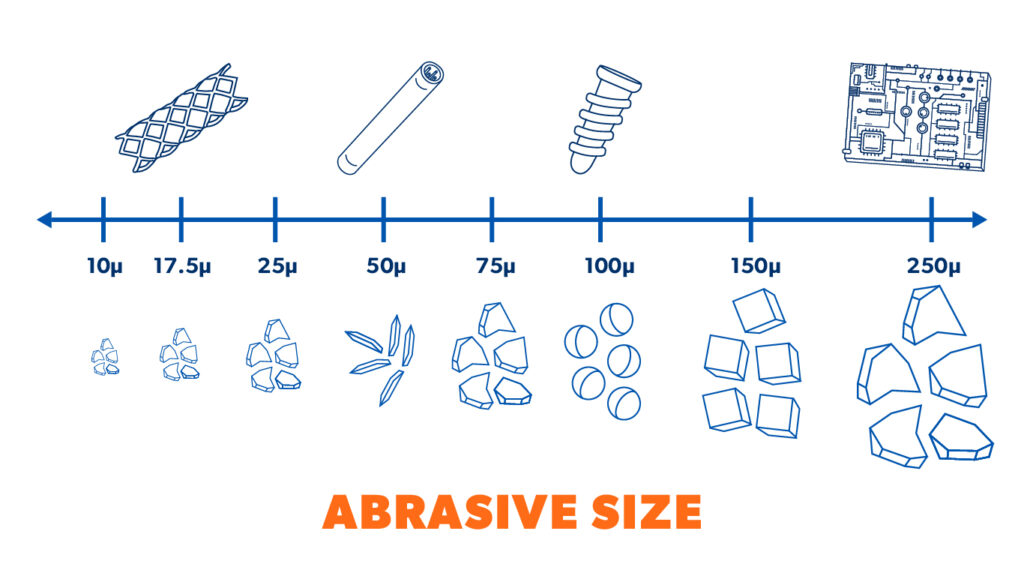
Abrasive Size
Popular categories
-
Case Studies
-
Equipment Updates
-
Industry Partnerships
-
Maintenance & Troubleshooting
-
Process Optimization
Featured posts




Abrasive size, just like abrasive type, velocity, nozzle angle and richness of the abrasive stream, gives MicroBlasting versatility. Abrasive size can be critical depending on the application.
What factors make a larger or smaller size abrasive right for your application? Let’s have a look at the advantages to each:
Benefits of a larger abrasive
When does it make sense to consider a larger abrasive? It depends on your objectives.
Rougher Surface Finish
Of all the blast variables, abrasive particle size has the greatest impact on surface roughness. A larger particle strikes the surface harder, creating a deeper crater. The roughness is often measured by size of the peaks and valleys using Ra; the greater the Ra, the rougher the surface finish. In general, if a rougher surface finish is the objective, a larger abrasive is good place to start.
Tip: How to specify a surface finish
How do you define a “rough.” surface finish? Ra, the size of the surface peaks and valleys, is often specified, but isn’t the only measurement tool or specification to consider.
Faster erosion
The bigger the mass, the more energy each abrasive particle contains. If you double the size for the abrasive, you increase its mass by a factor of 8. The rate of material removal for jet machining or etching applications increases faster based on particle size than any other variable.
Example: Removing MgO to expose junction on thermocouples
When it comes to thermocouples, we’re removing more than a few nanometers and the tolerance isn’t nearly so tight as it is with some other applications. Using a larger abrasive like 50 micron aluminum oxide makes for quick work that can safely be controlled within the more lenient tolerance required for this application.

Cosmetic appearance
Larger particles = larger, deeper cuts = less diffusion of light = lighter appearance
Here’s a look at the stainless steel coupons microblasted with 17.5um aluminum oxide (left) and 150um aluminum oxide (right). The finer abrasive particles create a surface with a greater number of small craters. These reflect small amounts of light in all directions. the larger abrasive particles create fewer craters, but much larger. Each crater will have a series of flat surfaces inside allowing them to reflect more light. This creates a bright or sparkling surface in the right sample.

Deeper Compressive Layer
MicroBlasting allows the benefits of shot peening to be applied on a much smaller scale. When you need enhanced fatigue strength or resistance to stress corrosion cracking, a compressive layer provides protection against fatigue and other forms of failure. Shot peening or micro-shot peening can increase the fatigue life and durability critical in many automotive and aerospace components. The depth of the compression layer is proportional to the media size; a larger abrasive will impart a deeper compressive layer.
Example: Peening bone screws to improve fatigue life
MicroBlasting bone screws with 100um glass bead helps to create a beneficial compressive layer to improve the fatigue life, resulting in better patient outcomes.

The limitations of big abrasive
Bigger is not always better. In many cases application parameters dictate a smaller abrasive is either more suitable or necessary to meet those conditions.
Tighter Tolerances
A smaller abrasive inherently gives you more control over the MicroBlasting process. For removing nanometers of material like oxides on stents or creating precision channels for microfluidic applications, a smaller abrasive gives you the control you need. Using our automated platforms MicroBlasting has depth control to 70 nanometers.
Example: etching precision channels to create an air bearing in a hydrodynamic seal
For etching precision channels mere nanometers deep, control is of utmost importance. A smaller particle size allows greater control to keep the depth within the small tolerance level required. For this application 17.5 micron aluminum oxide provides that tight control.

Smoother Surface Finish
MicroBlasting can be used to create a uniform finish. This could be to restore a finish on a mold, remove contaminants from a laser cut stent or improve the finish on 3D printed parts. Though MicroBlasting does not create a polished finish, using a fine abrasive will create a uniform surface finish.
Example: Improving the surface finish on 3D printed parts
In additive manufacturing, the printing of titanium can leave small bumps (called “caviar”) on the surface. MicroBlasting can smooth out these bumps and clean out residue on internal surfaces of polymer printed components.

Less likely to damage Part
A smaller particle size is generally selected to minimize the impact to the surrounding area. When deburring threaded components such as bone screws, we aren’t looking to erode material, but to snap off feather burrs. A smaller abrasive packs enough punch to do just that, with minimal impact to the threads. Similarly, smaller particles are also less likely to chip brittle materials when used to drill through material.
Example: Cutting silicon wafers
A client who had been using MicroBlasting to cut wafers for some time noticed a new problem with wafers chipping. After investigation, they found they had started sourcing abrasive from a different supplier that was 20% larger than the originally specified size. Changing back to the original abrasive supply eliminated the chipping issue.

When using smaller nozzles
When we have a very tight focus area and are using a small nozzle, using a small abrasive size is essential. A good rule of thumb is for the nozzle size to be at least 5x larger than the abrasive particle size.
Example: serializing lenses
Writing tiny alpha-numeric serial numbers on lenses necessitates working with the smallest of nozzle, just .010″ in diameter.

Small, intricate features
Small features, bends, twists and turns in the intricate designs of certain parts make reaching those areas effectively challenging. A smaller abrasive is simply better able to do so.
Example: removing oxides and residues from laser cut stents
The intricate design of laser cut stents feature tight bends with a radius as small as 0.004″ at the crotch. To successfully remove discoloration and oxide layers, laser pulse marks and laser slag a small abrasive is most effective. The smaller particles can reach those areas, removing contaminants effectively and imparting a uniform finish over the entire parts.

Final Thoughts
When it comes to abrasive size, we can’t simply say “bigger or smaller is better” because it just doesn’t quite work like that. We must look at objectives, materials and all the other variables like abrasive type, pressure setting and nozzle distance, that give MicroBlasting it’s flexibility. If you’re looking to dive into learning more about the MicroBlasting process, check out the recommended posts in the right column. If, however, you need some guidance, we’re here to help. Our applications engineers have the expertise and complete test facilities to assist you in dialing in the right parameters for your application.
